�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1������ѡ���� ���в�������Ӧ��������Ʒȱ�ݵ��ǣ�����
A������
B������
C������
D������
����鿴��
����𰸣�A
���������������
2������ѡ���� ��ǿ�ߵķ���Ӧ������������
A��һ��
B����ֱ
��Դ:91������
C��45��
D��û�й�ϵ
����鿴��
����𰸣�A
���������������
3�����ʽ��� ��ӹ�
����鿴��
����𰸣�����һ�������У�ͨ�����ߵ缫�����缫֮������ŵ�ʱ��
������������������һ�������У�ͨ�����ߵ缫�����缫֮������ŵ�ʱ�ĵ縯ʴ���ã��Թ������мӹ���һ�ֹ��շ�����
4������ѡ���� ѹ��ģ����Ҫ������еļӹ�����һ������ڣ������ڡ�
A.0.5MM
B.1MM
C.2MM
����鿴��
����𰸣�B
���������������
5������ѡ���� ������֪�������Ӱ��ע�ܳ��͵��ܼ����ȣ�����
A��ģ�ߵ����쾫��
B��ģ�ߵ�ĥ��̶�
C�����������ʵIJ���
D��ע�ܻ�����
����鿴��
����𰸣�D
���������������
6�����ʽ��� ��������
����鿴��
����𰸣���б�����ͻ��������ڻ���ĸ�λ���ں�ģ������ʵ�ֵģ���
����������������б�����ͻ��������ڻ���ĸ�λ���ں�ģ������ʵ�ֵģ����Ƴ������ĸ�λһ��Ҳ���ں�ģ������ʵ�ֵģ���������ȸ�λ�����Ƹ˵Ⱥ�λ�������Ҫ��������о��ײ���Ƹ˵Ⱥ������������������������
7������ѡ���� ������ʽ�����ܼ���������������ȡ���ܼ��Ľ���档
A.ע��
B.�⽺
C.�ེ
����鿴��
����𰸣�B
���������������
8������� ����ģ�ܵĵ����������Ħ�����ʲ�ͬ���ɷ�Ϊ������������ģ�������ࡣ
����鿴��
����𰸣�����
������������������
9���ʴ��� һ���Ѽ��ȵ����ϰ�������µĽ������ϣ����ϰ���ȴ������������������������Ϊʲô��
����鿴��
����𰸣����ϰ���ȴ�����������������еĽ����飬�ȿ������ȿ죬��������
�����������������ϰ���ȴ�����������������еĽ����飬�ȿ������ȿ죬����������������ϰ�һ���¶Ƚ��ͱ�Զ�������һ���¶Ƚ��͵ÿ�Щ���¶ȵ͵�����������СЩ����ȴ��ߴ��Щ���¶ȸߵ����������ʴ�Щ����ȴ��ߴ�СЩ����ˣ����ϰ���ȴ������������
10������� ע��ģ�߰�����õ�������ʽ���Է�Ϊ����������
����鿴��
����𰸣���ͨ����ע��ģ��������ע��ģ
����������������ͨ����ע��ģ��������ע��ģ
11������� ע����ͻ�ͨ���ɣ�������������������ɣ�
����鿴��
����𰸣�ע��װ�ã���ģװ�ã�Һѹ����ϵͳ��������ϵͳ
��������������ע��װ�ã���ģװ�ã�Һѹ����ϵͳ��������ϵͳ
12���ʴ��� �����������Ǽ��֣�
����鿴��
����𰸣�Բ�ζ��룬���ζ���.��Ͳ����.���ʽ����q
��������������Բ�ζ��룬���ζ���.��Ͳ����.���ʽ����q
13���ʴ��� Ϊʲô�е����͵�������»���Ҫ�涨λ������
����鿴��
����𰸣��ڳ��;���Ҫ��ߵĴ��͡����ڡ���ǻ�ܼ�ʱ�������ǵ�����
���������������ڳ��;���Ҫ��ߵĴ��͡����ڡ���ǻ�ܼ�ʱ�������ǵ����͵��ײ�����ȫ���ܲ�������������涨λ��������ǿ
14������� �������������Ĺܵ�����Խ����������������ͨ���ܵ�ʱ��������ѹ����ʧ�ͣ�����
����鿴��
����𰸣�Խ��
��������������Խ��
15������� ������֧����Ҫ����֧��оģ�ͷ�������ͬʱ��ʹ���Ϸֹɣ����ˣ��������á�
����鿴��
����𰸣����Ƚ���
�����������������Ƚ���
16���ʴ��� ��Ϊ�ۺϷ죿�ۺϷ���ܼ������к�Ӱ�죿
����鿴��
����𰸣��ֳ��۽ӷ죬��������Ʒ�е�һ�������ɱ˴˷�������������ۺ�
���������������ֳ��۽ӷ죬��������Ʒ�е�һ�������ɱ˴˷�������������ۺϹ̻����γɵġ��ۺϷ���ܼ�������Ӱ�죺��ѧ���ܵ����ܼ������������������ܼ��еı������ڡ��ۺϷ��ǿ��ͨ�����������Ƽ���ǿ�ȡ�
17���ʴ��� �ܼ��ϵ�Բ�Ƕ�ģ�ߵ�Ӱ�죿
����鿴��
����𰸣�����Բ�ǣ�ģ���ڴ���ʹ��ʱ����Ӧ�����ж����ѡ����Dz�
������������������Բ�ǣ�ģ���ڴ���ʹ��ʱ����Ӧ�����ж����ѡ����Dz���Բ�ǻ�ʹ��ģ��ǻ�ӹ����ӻ���
18������ѡ���� ������ȴ��·�ij������ȴҺ�²������Ʒ�²�Ӧ�����ڣ�����
A��8°C����
B��5°C����
C��2°C����
����鿴��
����𰸣�C
���������������
19������� �ܼ�����������ʱ����о������������о��������ij����������˷���������������ij�о��������е������Ħ���������ܰѻ��о��γ����������о��Ӧ�Գ�ʼ��ģ��Ϊ��
����鿴��
����𰸣�������
��������������������
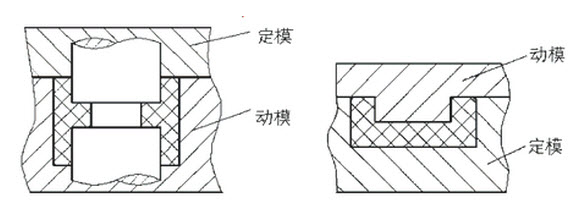
20���ʴ���
��ͼ4-1�������ܼ�ѡ������棬��ע����ģ�Ͷ�ģ�ķ���

����鿴��
����𰸣�������ѡ������ģ��������ͼ��
![]() ��������������������ѡ������ģ��������ͼ��
��������������������ѡ������ģ��������ͼ��
21�����ʽ��� һ����������
����鿴��
����𰸣��Ƕ�����������õ�һ����ʽ��ģ�ߵĶ�������һ����ɡ�
���������������Ƕ�����������õ�һ����ʽ��ģ�ߵĶ�������һ����ɡ�
22���ʴ��� ʲô���ܼ��ı���������
����鿴��
����𰸣���ָ�ܼ����ͺ�ı���ȱ��״̬���磺ȱ�ϡ����ϡ��ɱߡ���
����������������ָ�ܼ����ͺ�ı���ȱ��״̬���磺ȱ�ϡ����ϡ��ɱߡ����ݡ����ס��۽Ӻۡ����������εȡ�
23������� �������ǽ���Բ�Ǵ����루���Ĺ������֣����������Ա��ι�����ģ�밼ģ��ѹ������ϣ�ʹ���ܵ������ͼ�ѹӦ�������ö��γɵġ�
����鿴��
����𰸣����洹ֱ����Ӧ��
�����������������洹ֱ����Ӧ��
24������ѡ���� ���ע�ܻ�����ͷ���뾶Ϊ18mm����ô���������װ��Ӱ뾶�����Բ��õ��ǣ�����
A��18mm
B��20mm
C��22mm
D��24mm
����鿴��
����𰸣�A
���������������
25������� ע��ģ�ɳ��Ͳ������������������Ƴ����������»���������ϵͳ��������ɡ�
����鿴��
����𰸣���עϵͳ��֧���㲿��
����������������עϵͳ��֧���㲿��
26������ѡ���� �����������õ��豸�м������飬���в����ڼ���������Ҫ��ɵ��ǣ�����
A������
B������
C������ϵͳ
D����עϵͳ
����鿴��
����𰸣�D
���������������
27������ѡ���� ע��ѹ��һ���ڣ�������֮�䡣
A��1-10
B��10-20
C��30-40
D��40-130
����鿴��
����𰸣�D
���������������
28������ѡ���� ���õ�ͨ�������У�����
A.�۱�ϩ
B.����ϩ
C.������ϩ
D.�۱���ϩ
E.��ȩ����
F.��������
����鿴��
����𰸣�A, B, C, D, E, F
���������������
29������� ����������ʽģ�߳�����������Ʒʱ����ʹ�ô��У������ϸ˵�����Ѩ��
����鿴��
����𰸣�������
��������������������
30������ѡ���� Ӱ�����������������Ե����غܶ࣬�����ĸ����۴���
A.ģ���¶ȸߣ�������ȴ����������
B.�ܼ���״���ӡ����ڡ���Ƕ����������С����֮���ܼ�����ڡ���Ƕ���������ʴ�
C.��ͬһ�ܼ��IJ�ͬ��λ��������һ����
D.����Ʒ�ֲ�ͬ.������Ҳ��ͬ
����鿴��
����𰸣�C
���������������
31���ʴ��� �Ե���Ҫ������Щ��
����鿴��
����𰸣���1����״Ϊ��ʹ�������뵼��ױȽ�˳�����ڵ����ڿ�ǰ
����������������1����״Ϊ��ʹ�������뵼��ױȽ�˳�����ڵ����ڿ�ǰ���赹һԲ��R��
��2�����Ϻ͵���������ͬ��
��3�����ֱ����ģ��̶���֮������ΪH7��n6����ͷ����ģ��̶���֮������ΪH7��k6��
��4������ֲڶȹ̶���Ϻͻ�����ϲ��ֵı���ֲڶ�ΪRa0.8������������ΪRa3.2��5*�����������IJ���ԭ��
Ϊ��ֹ��װ��ʱ������ģ�ķ�λ����������IJ��ÿɲ��õȾ����ԳƲ��ûȾ��ԳƲ��ã�Ҳ�ɲ��õȾ��ԳƲ��á�����ģ��������ϼǺŵķ�����
�ڲ��õ���ʱ��Ӧ����ʹ�����֮��ľ����Щ������߶�λ���ȡ�������ģ���Ե֮��Ӧ��һ���ľ��룬�Ա�֤�����͵��̶�����Χ��ǿ�ȡ����������ڶ�ģ�ߣ�Ҳ�����ڶ�ģ�ߡ�����ģ�����з�����ʱ����ģ��Ӧ���е������������Ƽ�����ģʱ�����Ƽ����һ��Ӧ���е�����
32������� ���¶ȵ�Ӱ�죬�ͷ��ӻ����������������״̬����̬��Һ̬��������
����鿴��
����𰸣���̬
����������������̬
33������� �������ܼ���������Ҫ���������ܼ���ģ����Ҫ��
����鿴��
����𰸣�����
������������������
34�����ʽ��� �ӹ������м��ٺͱ���ۺ��オ��Ĵ�ʩ��
����鿴��
����𰸣�1���ϸ����ԭ���ϵļ���ָ�꣬ʹ�úϸ��ԭ���ϡ��ۺ���
��������������1���ϸ����ԭ���ϵļ���ָ�꣬ʹ�úϸ��ԭ���ϡ��ۺ���������ںܴ�̶����ܺϳɹ����й��յ�Ӱ�죬�������ӽṹ�к���˫����֧������Է���������ɢ�Դ�ԭ�ϲ���������ھ����������������������������ᡢ��������ĩ�ȶ��ֻ�ѧ���е����ʱ���ۺ�����ȶ��Ժͼӹ��Ա仵��
2��ʹ��ǰ�Ծۺ�������ϸ����ر��Ǿ��������Ѻ;������Ⱦۺ����ڴ�Ź��������״ӿ���������ˮ�֣�ʹ��ǰͨ��Ӧʹˮ�ֺ������͵�0.01��—0.05�����¡�
3��ȷ�������ļӹ����պͼӹ�������ʹ�ۺ����ڲ��ײ�������������¼ӹ����ͣ�������ȶ��Բ�ӹ��¶Ⱥͷֽ��¶ȷdz��ӽ��ľۺ�����Ϊ��Ҫ�����ƾۺ�����ͼӹ��¶ȷ�Χͼ������ȷ�����ʵij���������һ��ӹ��¶�Ӧ���ھۺ���ķֽ��¶ȡ�
4��ʹ�ø��Ӽ������ݾۺ������ܣ��ر��Ǽӹ��¶Ƚϸߵ���������䷽�п���ʹ�ÿ��������ȶ������Լ�ǿ�ۺ���Խ���ĵֿ�������
35���ʴ��� ����ʽ��ģ���ŵ���ȱ��ֱ���ʲô����������ʲô����ģ�ߣ�
����鿴��
����𰸣�����ʽ��ģ���ŵ��У��ι̣����ױ��Σ�����ʹ�ܼ�����ƴ��
������������������ʽ��ģ���ŵ��У��ι̣����ױ��Σ�����ʹ�ܼ�����ƴ���ߺۼ����ŵ㡣ȱ���У��ӹ����ѣ��ȴ��������㡣
���Գ�������״����С��ģ���ϡ�
36������� ����Ѩ�����������ɽ�עϵͳ�����������ģ�����������Щ����ע����ǻ����Щ���ϼ�Ӱ�����������ٶȣ���Ӱ������ܼ���������
����鿴��
����𰸣�ǰ������
��������������ǰ������
37���ʴ��� д������ģ��ģ�ʼ����ӳ��õIJ��ʣ�
����鿴��
����𰸣�P2O.NAK8O.STAVAXl36.SKD6l�q<
��������������P2O.NAK8O.STAVAXl36.SKD6l�q
38���ж��� PE��PP���ϵ���ˮ�Բ�ǿ������ǰ����������
����鿴��
����𰸣���
���������������
39������ѡ���� ��ע�ܳ���Ӱ����Ϊ��Ҫ��Ӧ���ǣ�����
A��ѹ��Ӧ��
B������Ӧ��
C������Ӧ��
D������Ӧ��
����鿴��
����𰸣�A
���������������
40�����ʽ��� �ۺ���Ϊʲô�ᷢ�����⣬��ȡʲô��ʩ���ٻ����ۺ��オ�⣿
����鿴��
����𰸣����ھۺ����������Ⱥ�Ӧ�������ã��������ڸ���������
�����������������ھۺ����������Ⱥ�Ӧ�������ã��������ڸ���������ˮ�֡��ᡢ������ʼ��������������ã��ۺ���ᷢ����Է��������ͻ����ӽṹ�ı�Ȼ�ѧ�仯����Ϊ���⡣��ȡ�����ĵ��ʩ���Լ��ٻ����ۺ��オ�⣺
1���ϸ����ԭ���ϵļ���ָ�꣬ʹ�úϸ��ԭ���ϣ�
2��ʹ��ǰ�Ծۺ�������ϸ���
3��ȷ�������ļӹ����պͼӹ�������ʹ�ۺ����ڲ��ײ�������������¼ӹ����ͣ�
4��ʹ�ø��Ӽ���
41���ʴ��� ѡ��Ľ���λ��ʱ��Ӧ������Щ���أ�
����鿴��
����𰸣�A.�����������
B.��ȡ���Ӱ��
��������������A.�����������
B.��ȡ���Ӱ��
C.Ӧ�����ܼ��ں����
D.����������
E.�����۽Ӻ۶�ǿ�Ⱥ���۵�Ӱ��
42������ѡ���� �ܼ��϶̿���������ģ�����������ṹ��
A.����
B.˾Ͳ
C.���
����鿴��
����𰸣�A
���������������
43������ѡ���� ע����������Ƶ���Ҫ���ղ�������������
A���¶�
B��ʪ��
C��ѹ��
D��ʱ��
E���ն�
����鿴��
����𰸣�A, C, D
���������������
44������� ģ�ߵ�ѹ�����ľ��dz�ѹ���ĺ��������õ㣬��ѹ�����ĵķ������ǣ��������õ㡣
����鿴��
����𰸣���ռ�ƽ����ϵ�ĺ���
����������������ռ�ƽ����ϵ�ĺ���
45������� ����ʽѹ��ģ�ļ���ǻ����ǻ�ֽ紦��һ��״��ѹ�档��ʣ��ԭ�Ͽ�ͨ����ϼ�϶����ģ�Ͽ���ר�ŵģ����ų���
����鿴��
����𰸣����ϲ�
�����������������ϲ�
46������� ע�ܻ�����ģ�����������ǻ������ѹ�����ܼ�����עϵͳ�ڣ���֮�͵ij˻���
����鿴��
����𰸣���������ͶӰ���
����������������������ͶӰ���
47������ѡ���� Ӱ���ܼ��ߴ羫�ȵ�ԭ������������
A��ģ������ľ���
B������ʱ���������ı仯
C��ģ��ĥ�������ʵIJ���
D�������С
����鿴��
����𰸣�D
���������������
48���ж��� ��ͬ���ȹ��������������Բ�ͬ��ͬһ��������������һ���ġ�
����鿴��
����𰸣���
���������������
49���ж��� �ߴ�ϴ��ģ��һ�����4��������С��ģ��ͨ����2��������
����鿴��
����𰸣���
���������������
50������ѡ���� ���в�����ģ�߳�������IJ��ϻ���Ҫ����ǣ�����
A�����õĻ�е����
B�������������
C�����˵ļӹ�����
D�����˵ļ۸�
����鿴��
����𰸣�D
���������������
51������� ���������ݸ˹������ݷ����Σ����϶ε��������ǣ�����ѹ���ε���������Ҫ�Ǽ��ȣ������ε���������Ҫ�DZ��ϵ���������
����鿴��
����𰸣�����
������������������
52���ж��� �������������ģ����ǻʱ����һ��Ҫ����עϵͳ����ǻ�ڵĿ����Լ������ڳ������в����ĵͷ��ӻӷ������ų�ģ�⡣
����鿴��
����𰸣���
���������������
53������� ע�������װ�ô����У�������������˫���˻�е���������Ķ���Һѹ����������˫���˻�е�����������á����Ķ���Һѹ������������ģ�������������õ����͡�
����鿴��
����𰸣����Ķ��˻�е
�����������������Ķ��˻�е
54������� ��Ƶ�ע��ģ�պϺ�ȱ����������й�ϵ����������ģ�߱պϺ��С��ע�ܻ�������ģ����С���ʱ����ɲ��üӵ����������ʹģ�߱պϡ�
����鿴��
91EXAm.org
����𰸣�Hmax>Hm>Hnin
��������������Hmax>Hm>Hnin
55�����ʽ��� ����ģ
����鿴��
����𰸣�ע��ģ�ֿ�ʱ��ֻ��һ���������ģ�ߡ�
��������������ע��ģ�ֿ�ʱ��ֻ��һ���������ģ�ߡ�
56���ʴ��� Ӱ����С��������뾶��������Ҫ����Щ��
����鿴��
����𰸣���1�����ϵ���ѧ���ܺ��ȴ���״̬��
��2����
����������������1�����ϵ���ѧ���ܺ��ȴ���״̬��
��2���������
��3�������ߵķ���
��4�����ϱ������Ե״����
��5����С��������뾶����ֵ��
57������� ��ģģ��������Ҫ���������ģ����������ѹ����ģ����������������ճ���ģ���֡�
����鿴��
����𰸣�ѹ������ģ
��������������ѹ������ģ
58������� �����������й㷺�������Ƶ�жģ�ܣ�����ѹ������ѹ���Ƴ��ܼ���
����鿴��
����𰸣��ƶ�ѹ��ģ
���������������ƶ�ѹ��ģ
59������� ����ʱ����ü�֮���Լ�����֮�����µĹ��շ��Ͻд�ߡ�
����鿴��
����𰸣���ü������ϲ��
����������������ü������ϲ��
60������� �����е����Ӽ�֮һ���ȶ����������÷�Ϊ���������ȶ����Ϳ���������
����鿴��
����𰸣����ȶ���
�����������������ȶ���
61���ʴ��� ��ѹ���նԲ�������Щ����Ҫ��
����鿴��
����𰸣���1���Գ�ѹ���ܵ�Ҫ��
��2���Ա���������
����������������1���Գ�ѹ���ܵ�Ҫ��
��2���Ա���������Ҫ��
��3���Բ��Ϻ�ȹ����Ҫ��
62������ѡ���� �ƶ�ʽѹ��ģ��ģ������Ϊ����������ʽ��
A��������ģ��������ģ
B��ײ������ģ��жģ����ģ
C���̶�ʽ֧�ܺͿɵ�ʽ֧��
D����������жģ�ܺ�˫����
����鿴��
����𰸣�B
���������������
63���ʴ��� ��ע��ģ�ܵ�������˵�Ǹ�ʱ��ʱ�ھ������õģ�
����鿴��
����𰸣�ע��ʱ�����ȴʱ��
��������������ע��ʱ�����ȴʱ��
64������� �ܼ��ıں�Ҫ����һ�£����������ȴ�̻��ٶȲ�ͬ�����������Ӷ����ܼ��ڲ�������Ӧ���������ܼ����������������������ѵ�ȱ�ݡ�
����鿴��
����𰸣�������Ӧ��
��������������������Ӧ��
65������� ������ƽ��Ͽڣ������ӷ������루����ͨ����
����鿴��
����𰸣���ǻ
����������������ǻ
66���ʴ��� �����Ĵ����Ƶ��ܼ���ģ��ʽ����Щ��
����鿴��
����𰸣���������ģ��ʽ��ǿ���ѳ������û������о���ͻ�ģ����
����������������������ģ��ʽ��ǿ���ѳ������û������о���ͻ�ģ���ѳ��������¡��Ժ�ʽ�����ͻ����������ơ���ģ��������ת����������
67���ʴ��� �������ʽ��ģ���ص㣿
����鿴��
����𰸣���������ӹ����ɣ���ģ�ṹ���ι̣�ǿ�ȸߣ����͵��ܼ�
����������������������ӹ����ɣ���ģ�ṹ���ι̣�ǿ�ȸߣ����͵��ܼ�������
68������� �����������ʱ��ֱ������������Ӵ����������������ĸ�ѹ��ˢ����ģĦ���ȣ���ˣ������������Ҫ������ȷ�ļ�����״���ϸߵģ����ͽϵ͵ı���ֲڶȣ����һ�Ҫ���к����ģ������ϸߵ�ǿ�ȡ��նȼ��Ϻõģ�����
����鿴��
����𰸣��ߴ羫�ȣ��ṹ����ĥ��
���������������ߴ羫�ȣ��ṹ����ĥ��
69�����ʽ��� ����
����鿴��
����𰸣��ۺ���ļӹ����̣��γ�������״�ṹ�ķ�Ӧ��Ϊ�������������������ۺ���ļӹ����̣��γ�������״�ṹ�ķ�Ӧ��Ϊ����
70���ʴ��� ���������ģ����ƻ�����Ҫ��
����鿴��
����𰸣���1����ģ�棨P.L�棩ȡ��ͽ�����
��2��
����������������1����ģ�棨P.L�棩ȡ��ͽ�����
��2��ģ�ѵ����з�ʽ��
��3�������㣨դ�ţ���ס�����״��
��4���ώ���ķֲ�λ�á�
��5����Ʒ����ˮ��
��6����Ʒ��ۼ��������Ҫ��
��7����ĸģ�մ�Ľ���
��8��ģ������ȷ��
71���ʴ��� ��Ϊ��Ӧ������Ӧ���Ĵ��ڶ��ܼ������к�Ӱ�죿
����鿴��
����𰸣���Ӧ��������Ӧ��������Ӧ��������������ģ����������ȴ��
����������������Ӧ��������Ӧ��������Ӧ��������������ģ����������ȴ�Ĺ��̡�
��ע��ͱ�ѹ�Σ������ܵ�������ĸ��к���Ӧ�����ã��յ����������ܼ��ڵIJ���Ӧ�����Ʋ�������Ӧ����
����ע��ģ���¶ȵIJ������ԣ�����ģ���ܼ��ܿ���ȴ�̻������²��������շ����ܼ�����Ӧ������Ϊ�¶Ȳ���Ӧ�����ܼ���ȵ����Բ㸽���IJ���Ӧ��������Ӧ��������Ϊѹ��Ӧ����
��Ӧ���Ĵ��ڶ��ܼ�������Ӱ�죺���ܼ���ij������Ӧ���������ϵĵ��Լ���Ӧ�����ͻ�������ֱ��Σ��ƻ����ܼ���ģ�����壻���ܼ�����Ӧ���������ϵ�ǿ�ȼ���Ӧ�����Ƽ��������ָ������ơ�
72���ж��� ������������ͬ����£���ģԲ�Dz�ͬ������ģԲ�ǰ뾶С���ص�С��
����鿴��
����𰸣���
���������������
73���ʴ��� �ܼ�̨�����ã�
����鿴��
����𰸣�̨��������ǿ����װ�丽����̨��ͻ������
��������������̨��������ǿ����װ�丽����̨��ͻ������
74���ʴ��� ������ѡ���һ��ԭ������Щ��
����鿴��
����𰸣�ѡ���Ƽ��������������������ģ����֤�ܼ��ľ���Ҫ��
��������������ѡ���Ƽ��������������������ģ����֤�ܼ��ľ���Ҫ��֤�ܼ�����۾���Ҫ����ģ�ߵļӹ�����������ģ�ߣ����ڲ��о������������
75�����ʽ��� ������
����鿴��
����𰸣����Ϊ����������ע��ģ��עϵͳ����Ҫ����Ϊ��������
�����������������Ϊ����������ע��ģ��עϵͳ����Ҫ����Ϊ���������ͼ���������
76�����ʽ��� ���ϰ����Ⱥ������ֵ����ܣ��ɷ�Ϊ�����࣬���Եı�����������
����鿴��
����� �����ɷ�Ϊ�������ξۺ�������ͽᾧ�ۺ��
��
���������������ɷ�Ϊ�������ξۺ�������ͽᾧ�ۺ��
�������ξۺ���������ʱ�����Դ�����������״̬������̬���ߵ�̬��ճ��̬���ۺ����ڲ���̬ʱ���䴦�ڸ���״̬������ģ���ܴ��ڸߵ�̬ʱ��������������е��ԣ���ճ��̬ʱ���ۺ����ΪҺ�塣
���ͽᾧ�ۺ���߱�����̬��ճ��̬���������Եĸߵ�̬�����۵�ܸߡ�
77������ѡ���� �����붥�˿�֮��ļ�϶���һ��ѡ��H8/s8����ϲ�λ�ı���ֲڶ�RaӦΪ������
A��0.63��1.25um
B����0.16um
C����0.08um
D������1.25um
����鿴��
����𰸣�A
���������������
78���ʴ��� ΪʲôҪ��ע��ģ�����㲿������ǿ�Ⱥնȼ��㣿�ڰ��նȼ���ʱ����ǻ������������ȷ��ԭ����ʲô��
����鿴��
����𰸣���Ϊע�����ʱ�������㲿��������ǻ��ѹ��������ã�ע��ģ����
����������������Ϊע�����ʱ�������㲿��������ǻ��ѹ��������ã�ע��ģ�����㲿��Ӧ�����㹻ǿ����նȣ����Ӧ��ע��ģ�����㲿������ǿ�Ⱥն�У�ˡ�С�ߴ���ǻ����ǿ�Ȳ������ƻ���Ӧ����ǿ��У�ˣ���ߴ���ǻ���նȲ��㳣Ϊ���ʧЧ����Ҫԭ��Ӧ���иն�У�ˡ�
���նȼ���ʱ����ǻ������������ȷ��ԭ���ǣ�����ǻ���������ϣ��ڱ�֤�ܼ����ȣ��۱�֤�ܼ�˳����ģ��
79���ʴ��� ���������ʱӦע����Щ���⣿
����鿴��
����𰸣������������Ӧ��ʹ���ϵ�����õ�ƽ�ȵ�ת��������س���
�������������������������Ӧ��ʹ���ϵ�����õ�ƽ�ȵ�ת��������س�����ǻ���������¶Ƚ������ܵͣ�ͬʱӦ�ܽ������������ķ��䵽������ǻ��
���ʱӦע��
�ٷ������Ľ���ߴ����ܼ��Ĵ�С�ͱں����ϵ�Ʒ�֡�ע�����ʺͷ��������ȵ����ض�����
�ڷ������ı��治�غܹ⻬�������ֲڶ�Ϊ1.6μm���ɣ�����������������������ٽϵͣ�������ȴ���γɹ̶���Ƥ�㣬�����������ı��¡�
80�����ʽ��� ע�����ԭ����
����鿴��
����𰸣���ָ����֬���ȵ�����״̬�����������Ӽ����ȵĻ����һ��
����������������ָ����֬���ȵ�����״̬�����������Ӽ����ȵĻ����һ�𣩣���ʹ��ע����ģ���У�����ȴ���̻���õ���������Ҫ����״�ܼ��IJ������̡�
81������ѡ���� ���в����ڳ�������ļӹ��������ݼӹ��������շ������ǣ�����
A��ʹ��ͨ�û����ӹ�
B�����ػ����ӹ�
C���������ֹ��ռӹ�
D������
����鿴��
����𰸣�D
���������������
82������� ��������ijЩ����֮�ã�ʹģ�������нǶȲ�����������ģ�ߡ�
����鿴��
����𰸣���������
����������������������
83������ѡ���� ���ڿ�λʱ������ѡ��˳����
A.���Σ�Բ�Σ߷���
B.���Σ�Բ�Σ�����
C.Բ�Σ߷��Σ�����
D.Բ�Σ����Σ߷���
����鿴��
����𰸣�C
���������������
84������� ��������ϳ̶ȷ֣����ģ�ɷ�Ϊ������ģ������ģ�ͣ����ȼ��֡�
����鿴��
����𰸣�����ģ
������������������ģ
85���ʴ��� ��������������Ĺ�ʽ�У�K��n�����壿
����鿴��
����𰸣�����ijһ�ּ�����������ԣ�K��n��Ϊ������K�����ȣ�ֵ
������������������ijһ�ּ�����������ԣ�K��n��Ϊ������K�����ȣ�ֵ���ߣ�����������n����ţָ����С��1��������1��Զ������ķ�ţ������ǿ��
86������ѡ���� �����˵������ȥ���Ľ����ǣ�����
A�������
B���ַ�����
C���㽽��
D��צ�ν���
����鿴��
����𰸣�A
���������������
87������� ����֮���Ծ��п����Ի��Զ��ǣ���������ġ�
����鿴��
����𰸣������Ų�
�������������������Ų�
88������� ���ϰ����ܼ���;�ɷ�Ϊͨ�����ϡ��������ϡ���ǿ���ϡ�
����鿴��
����𰸣�����
������������������
89������ѡ���� Ƕ����ģ���ڰ�װ�������ʽ������HS/f8����ϳ���һ��Ϊ������
A��3��5
B��4��6
C��6��8
����鿴��
����𰸣�A
���������������
90���ʴ��� ʲô���Ƽ����Ƴ�������
����鿴��
����𰸣�����һ����ģ��һ����Ͼ�������ϵ�ģ����Ƹˣ������
������������������һ����ģ��һ����Ͼ�������ϵ�ģ����Ƹˣ������λ�����ã�����ɣ������Ƴ�������ʼ�������Ƹ��ƶ��Ƽ��壬�Ƽ���������Ƽ��Ķ��潫�����о���Ƴ�����ˣ��Ƴ������������������ȣ��Ƴ�ƽ�ȣ��ܼ���û���Ƴ��ĺۼ���
91���ʴ��� �����������Խ�����ȱ��
����鿴��
����𰸣�A.�ŵ㣺��������ֱ����������������ǻ�������������С
��������������A.�ŵ㣺��������ֱ����������������ǻ�������������С�������ٶȿ졢����ʱ�䳤�����ͱȽ����ס�
B.ȱ�㣺��ע��ѹ��ֱ���������ܼ��ϣ��ҽ��ڸ����������С����������������ڽ��ϴ������ϴ�IJ���Ӧ���������ܼ��������Σ�ȥ���������ѣ�������Ҫ���ӹ���ͨ�������ںۼ����ԣ�Ӱ���ܼ���ۡ�
92���ʴ��� �ζ��˵�������ʲô��
����鿴��
����𰸣�1���������
2���涨λ��Ϸ�ֹ©��<
��������������1���������
2���涨λ��Ϸ�ֹ©��
3�����������ٸ�ѹ��
93������� �����ϵ��ͽ������ϣ������������������ϵĹ�λ������ѹ������һ���г��У��ڲ�ͬ�Ĺ�λ����ɣ����ij�ѹ����ij�ģ��Ϊ����ģ��
����鿴��
����𰸣��������������Ϲ�λ
���������������������������Ϲ�λ
94������� �������ϳ�����Ҫ����ҵ���ó��͵������з��ϡ������ϡ���Һ�ͷ�ɢ������ϡ�
����鿴��
����𰸣���
����������������
95������ѡ���� ���в��������ܼ������õ��ǣ�����
A��������ϵĵ���
B��������ϵĿ�����
C��������ϵ�������
D��������ϵ�Ӳ��
����鿴��
����𰸣�D
���������������
96���ʴ��� ��ΰ����ע����У��ע�ܻ���
��Դ:91������ 91eXAm.org
����鿴��
����𰸣�ָע����ڶԿ�ע��������£�ע�ܻ����ݸ˻�������һ����
��������������ָע����ڶԿ�ע��������£�ע�ܻ����ݸ˻�������һ�����ע���г̣�ע��װ�����ܴﵽ�����ע��������ע�ܳ���ʱʵ��ע����ҪС��0.8�����ע������
97������� ����ģ�ĺ�ģ����װ�Z��Ҫ�е���������涨λ��ͨ���ã�����
����鿴��
����𰸣���������
����������������������
98������� ����ģ�ĺ�ģ����װ����Ҫ�е���������涨λ��ͨ���ã�������
����鿴��
����𰸣�����
������������������
99������� ������ܼ�ʱ������״������ڣ������Լ��������ͣ�����������ʺͱ�֤�ܼ�������
����鿴��
����𰸣����ͣ�ģ�ߣ��ɱ�
�����������������ͣ�ģ�ߣ��ɱ�
100���ж��� ��ģʱ��ǻ�����ѹ��֮��Ʋ���ѹ��������ѹ��С��0ʱ����ģ�����ѣ���Ʒ���˻����ѡ�
����鿴��
����𰸣���
���������������
101������ѡ���� ��ͷϳ����Ҫ���ڼӹ�����ģ�����
A����ƽ��
B����
C������
D��������
����鿴��
����𰸣�D
���������������
102������ѡ���� ���ɰ���״�ɷ�Ϊ�����ȡ�
A.��������
B.�����
C.�����
D.�����
E.�嵯��
����鿴��
����𰸣�A, B, D, E
���������������
103���ʴ��� ʲô������ģ�߳�������Ĺ����ߴ磿
����鿴��
����𰸣���ָ���������ֱ�����Գ��͵��ܼ����ֵijߴ硣
����������������ָ���������ֱ�����Գ��͵��ܼ����ֵijߴ硣
104������� �ڳ�ѹʵ�������У���Ҫ���ݳ�ü��Ķ�����������������ģ�������������ظ���϶�涨һ����Χֵ��
����鿴��
����𰸣��ߴ羫��
���������������ߴ羫��
105���ʴ��� �������������Ⱥ�ͨ�����ֳ�����������״̬���ֱ�ɽ��к��ֳ��ͼӹ���
����鿴��
����𰸣�1������̬
������״̬�£��ɽ��г���ϳ�����
��������������1������̬
������״̬�£��ɽ��г���ϳ����������ӹ������˽��д�������ļӹ���
2���ߵ�̬
������״̬�£��ɽ�����ա�ѹ�ӡ��пա���ѹ��������͵ȡ�
3��ճ��̬
������״̬�£��ɽ���ע�䡢���������ܳ��͡�
106������ѡ���� ѹע����ǰ�����ϱ�����뵽�������ڣ����У�������ѹע���͡�
A����ǻ
B��Ԥ�ȡ���ѹ
C��������
D���˻�
����鿴��
����𰸣�B
���������������
107���ж��� ��ע������У����¸ߣ�������Ҳ��
����鿴��
����𰸣���
���������������
108������ѡ���� һ��أ�������һ��ע�ܲ�����Ӱ���ܼ����ͳߴ磨����
A����ģʱ��
B��ע��ѹ��
C����ѹѹ��
D����ѹʱ��
����鿴��
����𰸣�A
���������������
109���ʴ��� ����ģ��������ò��Ͼ���3-4���ƺš�
����鿴��
����𰸣��������ף�45��T8A��T10A��
�����㲿
���������������������ף�45��T8A��T10A��
�����㲿������ī���������Ͻ�10��15��20��38CrMpAlA�����������ף�45��50��55���Ƹˡ����ϸ˵ȣ�T8��T8A��T10��T10A��45��50��55��
����ģ�塢�ư塢�̶��塢ģ���ȣ�45��HT200��40Cr��40MnB��40MnB��
110������ѡ���� �ƹ��Ƴ��������������������ϩ����������ϩ�Ȳ����õ�һ���ƹ���ģ���ر�Ա�����Ͳ���ܼ������ã����Ƴ�������
A���ư�
B��˳��
C������
D������
����鿴��
����𰸣�C
���������������
111������� ���ģ����ʽ�ܶ࣬�����ϡ��������ų����ϵ��Զ����̶ȿɷ�Ϊ���������Զ�ģ���Զ�ģ�����֡�
����鿴��
����𰸣��ֶ�ģ
���������������ֶ�ģ
112������� ����ʽ����ʽע�����ʹ�õ�ģ���У���������ֱ�ڷ����棬Ϊʹ�����ܴ�����˳���γ�������Ƴ�Բ�Σ���Ϊ����������ֲڶȣ�����
����鿴��
����𰸣�2º��6º��Ra��0.8
��������������2º��6º��Ra��0.8
113������ѡ���� �����ܼ�ȱ���в�������Ʒ��������ȱ�ݵ��ǣ�����
A��Ӧ������
B�����
C������
D������
����鿴��
����𰸣�D
���������������
114���ж��� һ��������Է���ʹ�ã����Ͷ���ܼ���
����鿴��
����𰸣���
���������������
115������ѡ���� ��ǻ��ѹ�������ѹ��֮���Ϊ����ѹ������Pr��������ʱ����ģ�Ƚ����ѣ�������Ʒ���ױ������������ѡ�
A��Pr��0
B��Pr=0
C��Pr��0
����鿴��
����𰸣�C
���������������
116������ѡ���� �������������Ĵ����������������ʲ�ͬ�ɷ�Ϊ��е��������������������
A�����������
B��Һѹ������
C��Һѹ����ѹ
D���������ѹ
����鿴��
����𰸣�C
���������������
117������� ���ھֲ���ԲͲ�λ����ܼ����ɲ����ƹܶ�����
����鿴��
����𰸣�ԲͲ��
��������������ԲͲ��
118������� ����������ֽṹ��ʽ��һ����ֱ����ģ���ϼӹ���������һ���ǣ������ٽ�������Ƕ��ģ���С�
����鿴��
����𰸣��ӹ�����
���������������ӹ�����
119������� �ƶ��Ƽ�����Ƹ˽У�����Ҫ�����Ƚϴ�׳���ֲ���֮�������Ӧ�нϴ�������Ҫ����Ƹ˳���һ�������á�
����鿴��
����𰸣������Ƹ�
�������������������Ƹ�
120������ѡ���� ����ƽ��״��Ե����Ʒ������ּ���Ҫ��ƽ��Ƚϸߣ����õ��Ƴ������ǣ�����
A���Ƹ��Ƴ�
B���ƿ��Ƴ�
C���Ƽ����Ƴ�
����鿴��
����𰸣�B
���������������
121������� ���ͳ��������Ҫ��ʩ�н���ģ��á����������ȳ�ã���壩�ȡ�
����鿴��
����𰸣�б�г��
��������������б�г��
122������ѡ���� �����ݸ�ʽע�ܻ�����ɰ���������
A.ע��װ��
B.��ģװ��
C.Һѹ����ϵͳ
D.��������ϵͳ
E.����ϵͳ
����鿴��
����𰸣�A, B, C, D
���������������
123������� ��Ӧ�÷�Χ�ɽ����Ϸ�Ϊ�������������Ϻ������¶Ⱥ�ѹ�������³���
����鿴��
����𰸣�ͨ������
��������������ͨ������
124���ж��� Ӱ�������������ߴ羫�ȵ�������Ҫ��������Ʒ�������ʣ�����ģ�����칫���ʹ���е�ĥ��ȡ�
����鿴��
����𰸣���
���������������
125������ѡ���� ���������ξ������գ���������ƽ����
A.ƽ��
B.����
C.ͬʱ
D.ƽ��
����鿴��
����𰸣�A
���������������
126������ѡ���� ���������ģ����ʱ������������Ʒ����ҪҪ���ǣ�����
A������ģб��
B���м�ǿ��
C���з�ת�ṹ��
����鿴��
����𰸣�C
���������������
127������ѡ���� �������ʵIJ���������ܼ��ߴ��������ܼ��ߴ�������������
A.����
B.��С
C.����
����鿴��
����𰸣�A
���������������
128���ʴ���
�������Թ����Ķ�����ģ�ṹ��ģ��ͼ�����濴ͼ��Ϊʲô��о��Ƴ�10°���ȣ�����ģ�ߵĶ���ԭ����

����鿴��
����𰸣���о��Ƴ�10°�����DZ��ں��Ƽ�����ϣ���ֹ
����������������о��Ƴ�10°�����DZ��ں��Ƽ�����ϣ���ֹ�Ƽ������˶������в���“ҧ��”������ģ�߶���ԭ����L1���ͺ���ʱ�������1�Ͷ����2��������������һ���˶����Ƹ����Ƽ��壬ʹ�Ƽ�������о�����������������2�������ѹ��������2ֹͣ�˶����Ƽ���Ҳֹͣ�˶����������1��ע������˵������¼����˶������뽫�Ƽ����Ƽ����ﶥ����
129���ʴ��� ������֤ע��ģ��ģ�ķ����ԣ�
����鿴��
����𰸣�Ϊ�˱�֤ע��ģ��ģ�ķ����ԣ��ɽ���������������С��һ����С��
��������������Ϊ�˱�֤ע��ģ��ģ�ķ����ԣ��ɽ���������������С��һ����С������ֱ����ȣ�������һ��λ�ô���3��10mm��
130���ʴ��� ģ���¶ȶ�ע������к�Ӱ�죿ѡ��ģ���¶ȵ�ԭ����ʲô��
����鿴��
����𰸣����ģ�£��ɸ���������ģ�ڵ������ԡ���ǿ�Ƽ����ܶȺͽ�
�����������������ģ�£��ɸ���������ģ�ڵ������ԡ���ǿ�Ƽ����ܶȺͽᾧ�ȼ���С��ģѹ�����Ƽ��е�ѹ�������Ƽ�����ȴʱ�䡢�����ʺ���ģ����������ν��ӳ���������������Ҳ������ȴʱ���ӳ����½����ʵ����ģ�£��Ƽ��ı���ֲڶ�ֵҲ����֮��С��
����ģ�£���������ȴʱ�����������ʣ����¶ȹ��ͣ�������ģ�ڵ��������ܻ���Ƽ������ϴ��Ӧ�������Ե��۽Ӻ۵�ȱ�ݡ�
ѡ��ģ�µ�ԭ��
��Ϊ�˱�֤�Ƽ����нϸߵ���״�ͳߴ羫�ȣ������Ƽ���ģʱ����������ģ�����ϴ���������Σ�ģ�±���������ϵ��ȱ����¶ȡ�
��Ϊ�˸ı��̼�����������;۱��ѵȸ������ϵ������ͳ�ģ���ܣ�������ʹ���ǻ�����ܵ���֯�ṹ����Ҫ���ýϸߵ�ģ���¶ȡ���֮�������Ƚ�С�ľ���ϩ���۱�ϩ��������ϩ���۱���ϩ�;����������ϣ��ɲ��ýϵ͵�ģ�£�������������ȴʱ�䣬�������Ч�ʡ�
�۶��ں��Ƽ������ģ����ȴʱ��ϳ�����ģ�¹��ͣ���ʹ�Ƽ��ڲ���������ݺͽϴ��Ӧ�������˲��ýϵ͵�ģ���¶ȡ�
��Ϊ�����̳������ڣ�ȷ��ģ���¶�ʱ�ɲ������ַ�����a����ģ��ȡ�þ����ܵͣ��Լӿ���ȴ�ٶ�������ȴʱ�䡣b��ʹģ�±����ڱ��ȱ����¶��Ե͵�״̬�£������ڽϸߵ��¶��½���Ʒ��ģ������������Ȼ��ȴ��������Ҳ����������Ʒ��ģ�ڵ���ȴʱ�䡣������ú��ַ�������Ҫ��������Ʒ�ֺ��Ƽ��ĸ��ӳ̶�ȷ����
131���ʴ��� ��Ϊ�ܻ����ܻ����ۻ��к�����
����鿴��
����𰸣�����������ע����ͻ���Ͳ�ھ������ȡ�ѹʵ�Լ���ϵ�����
������������������������ע����ͻ���Ͳ�ھ������ȡ�ѹʵ�Լ���ϵ������Ժ�����ɢ�ķ�״����״����ת��������ľ�������Ĺ��̳�Ϊ�ܻ����ܻ������ķ�������ݣ���������־��ȡ��ܶȾ��ȡ��Ⱦ��Ⱥ��¶ȷֲ����ȡ����ۻ�ֻ�ǽ���̬ԭ�ϱ�Ϊ�������壬����һ��������֡��ܶȡ��ȡ��¶Ⱦ��ȡ�
132������� �������״�ṹ�������У����νṹ��֧���ṹ������
����鿴��
����𰸣����ͽṹ
�����������������ͽṹ
133���ʴ��� Ϊ��Ҫ���ö�����ģ�����������乤��ԭ����
����鿴��
����𰸣�ȫ�Զ�������ģ�ߣ����ܼ���һ�ζ������в����Զ����ߣ�������
��������������ȫ�Զ�������ģ�ߣ����ܼ���һ�ζ������в����Զ����ߣ�������һ����ģ����������ʹ�ܼ���ģ�����߱�����ǻ�ܼ������θ��ӵ��ܼ���һ����ģʹ�ܼ���������Ҳ���ö�����ģ���Ա�֤�ܼ������������ֶ�����ģ��������ԭ�����ԣ�
134���ж��� ���ܼ�������ʱ����ĵط���ȴˮ������ǻ����ľ���Ӧ��һЩ�����Ҳ���ʵ�СһЩ
����鿴��
����𰸣���
���������������
135������� ģ��ʧЧǰ�����͵ĺϸ��Ʒ �ģ���Ϊģ��������
����鿴��
����𰸣�����
������������������
136���ж��� ������������ͬ����£�������ƽ���ڰ�ĵ����Ʒ�����������С�����뾶��С��
����鿴��
����𰸣���
���������������
137������ѡ���� �����������������ǣ�����
A���ۼ�ȩ
B��������
C����̼����
����鿴��
����𰸣�B
���������������
138���ʴ��� ģӦ����У������Ա������Ĺ�������ж�ѡ�
����鿴��
����𰸣�ͨ����
��������������ͨ����
139���ʴ��� ���ϳ���ʲô��ɫ������ɫ���ļ��ַ�����
����鿴��
����𰸣����ϳ��õ���ɫ�������ϡ���ɫ��ֱ�ӷ��ͼ�ӷ����ַ�����
�����������������ϳ��õ���ɫ�������ϡ���ɫ��ֱ�ӷ��ͼ�ӷ����ַ�����
140������� ����ģ������ṹ����������ע��ģ�ɷ�Ϊ����������ģ�ߣ������������оע��ģ�ߣ�������ʽע��ģ�ߣ����ʽע��ģ������ע��ģ�ߣ���ģ��ƶ���������ע��ģ��
����鿴��
����𰸣�˫������ģ��
��������������˫������ģ��
141������ѡ���� ��ȷ���ж�ģ�ߵ��¶�״��������
A�����ϵ���������������������
B����ע�����ʱ�̣���о����ǻ���¶����
C���ܼ��ں�Ϻ��¶Ƚϸ�
D���ȹ�������ģ�߱���������
E��һ����˵��ģ����о���ȱ���ǻ��
����鿴��
����𰸣�A, B, C, D, E
���������������
142������ѡ���� ��ѹ���������У�������ѹ����ָ���ϣ���ʱ�����ѹ������ѹ���Ķ������DZ�֤ѹ���������Ķ���������
A��ѹ�������Ƴ��ܼ�
B�������������Ƴ��ܼ�
C�����������������
D��ѹ�����Ϳ�������
����鿴��
����𰸣�A
���������������
143������ѡ���� ����������Ƴ�װ�Z�����������
A���ư塢֧�ж�����顢�Ƹˡ���λ�ˡ����ϸ�
B���Ƹ˹̶��塢֧�а塢�ư塢�Ƹˡ���λ�ˡ����ϸ�
C��֧�ж����Ƹ˹̶��塢�ư塢�Ƹˡ���λ�ˡ����ϸ�
D���Ƹˡ���λ�ˡ��Ƹ˹̶��塢�ư塢֧�ж�
����鿴��
����𰸣�C
���������������
144���ʴ��� �ܼ��˻��Ŀ����ʲô��
����鿴��
����𰸣�������Ӧ�����ȶ��˳ߴ磻���ڽᾧ�����ϻ�����߽ᾧ�ȣ�
��������������������Ӧ�����ȶ��˳ߴ磻���ڽᾧ�����ϻ�����߽ᾧ�ȣ��ȶ��ᾧ�ṹ���������˶����쳤�ʡ�
145������ѡ���� ѹעģѹ��������ƣ���ֱ����С������������ҵ���϶��ѡ�����
A��0.1��0.16mm��
B��0.5��0.8mm��
C��0.05��0.08mm��
����鿴��
����𰸣�C
���������������
146�����ʽ��� �ܼ��ijߴ羫��
����鿴��
����𰸣�ָ������Ʒ��ʵ�ʳߴ�����Ʒͼ������Ҫ��ߴ�ķ��ϳ̶ȡ�
��������������ָ������Ʒ��ʵ�ʳߴ�����Ʒͼ������Ҫ��ߴ�ķ��ϳ̶ȡ�
147������� ���ֱ���ཻ�ף���ע����ģ�ʹ���ģ���У����������߳�о���ٳ飨����
����鿴��
����𰸣�С����о�������о
��������������С����о�������о
148������ѡ���� ��ע��������У�����Ƕ��Ԥ�ȵ�Ŀ���ǣ�����
A.���Լ�������
B.����Ƕ����ǿ��
C.����Ƕ����Χ���ϵ�����Ӧ��
D.����������
����鿴��
����𰸣�C
���������������
149�����ʽ��� ����ʽע��ģ
����鿴��
����𰸣��ֳ�˫������ע��ģ�����ڶ�ģ�Ͷ�ģ֮��������һ���ɶ���
���������������ֳ�˫������ע��ģ�����ڶ�ģ�Ͷ�ģ֮��������һ���ɶ����ƶ��������壬�ܼ��ͽ�עϵͳ���ϴ�������ͬ������ȡ����ģ�ߡ�
150���ʴ��� ģ�߱��������壿
����鿴��
����𰸣���1��ģ�߱�����ʵʩ�����������ȶ�����ߺͱ�֤ģ����
����������������1��ģ�߱�����ʵʩ�����������ȶ�����ߺͱ�֤ģ����������������б���ﵽ�������淶��ʹ��ҵ��Ʒ����IJ��ϸ��ʼ��ٵ���ͳ̶ȣ�
��2��ģ�߱����������רҵ��Э������ˮƽ������ģ���������ڡ����ģ������������ʹ�����ܣ�
��3��ģ�߱�����ʹģ�߹����߰��Ѵ����ظ���һ������ƣ�����Ҫ���������Ľ�ģ����ơ����ģ�߹ؼ����⡢���д������Ͷ���
��4��ģ�߱������Dz����ִ���ģ������������װ����ʵ��ģ��CAD/CAM�����Ļ�����
��5��ģ�߱���������ģ�����Ĺ��ʽ�������֯ģ�߳�����������ˣ�ģ�߱����������ģ����ƺ�����ˮƽ�����ģ��������������ģ���ڡ����ͳɱ�����Լ���ϺͲ��ø��¼�����������ʮ����Ҫ�����塣
151���ʴ��� ��Ϊ�������������ܼ������к�Ӱ�죿
����鿴��
����𰸣�������ָ�������ݸ��ڻ�Ͳ�������ʱ����������ѹ���Ժ�ģ
��������������������ָ�������ݸ��ڻ�Ͳ�������ʱ����������ѹ���Ժ�ģǻ�����峯�Ž��ں��������еķ��������������������̽���ע��ѹ��������ʼ�������ڴ����嶳�ᣨ��ƽ��ڶ��ᣩʱΪֹ��
��������ע����Ͳ�����ʹ��Ʒ�ڲ���������ݻ������ְ��ݵȳ���ȱ�ݡ�
152������ѡ���� ��ͷ�ھ����˰����ϣ����Ա�֤��ͷ�뼷�����ģ���Ҫ��
A��ͬ�Ķ�
B��ͬ���
C����ֱ��
D��ƽ�ж�
����鿴��
����𰸣�B
���������������
153������ѡ���� �ڶ�ģ�����ϰ�װ��λȦ����Ҫ��Ϊ�ˣ�����
A.���㽽����λ
B.���㰲װģ�ߣ�ʹע�ܻ���������������
C.��ֹģ�ߴ�ע���ϻ�������
D.����ģ���ǿ����ն�
����鿴��
����𰸣�B
���������������
154������ѡ���� ���в�����Ӱ�����������������Ե���Ҫ�����ǣ�����
A���¶�
B��ѹ��
C��ģ�߽ṹ
D�������豸
����鿴��
����𰸣�D
���������������
155���ʴ��� �ܼ��ıں���������ʹ�Ƽ�������Щȱ�ݣ�
����鿴��
����𰸣���̫�����ϳ�����ǻʱ���������������ȱ������̫���ܼ�
����������������̫�����ϳ�����ǻʱ���������������ȱ������̫���ܼ��ڲ���������ݣ��ⲿ�ײ������ݵ�ȱ�ݣ�ͬʱ�����˳ɱ����۱ں������������һ�£������ܼ����λ��������ڿ��ܵ�������Ӧʹ�ں�������һ�¡�
156���ʴ��� ע��ģ�ܵĺ��壿
����鿴��
����𰸣�ע��ģ���ֳ�Ϊע����ͣ���������������Ʒһ����Ҫ�ķ���
��������������ע��ģ���ֳ�Ϊע����ͣ���������������Ʒһ����Ҫ�ķ�������ĿǰΪֹ�����������⼸�����е����������϶����Բ��ô˷�����
157������� ���������״��ƽ�桢б�桢�����桢������
����鿴��
����𰸣�����
������������������
158������ѡ���� ���в��������ػ����ص���ǣ�����
A���ӹ����ȸߡ�Ʒ���ȶ�
B���ӹ�����Ч�ʸ�
C���Զ����̶ȸ�
D��Ч�ʵ�
����鿴��
����𰸣�D
���������������
159������� EDGE�����п�ֱ����ȩoNCA���������oREF����������
����鿴��
����𰸣�����ǣ��ο�
������������������ǣ��ο�
160���ʴ��� PMMA����������¶ȶ��٣�
����鿴��
����𰸣�170~270
��������������170~270
161������� �����м������Ӽ���Ŀ���Ǹı����ϵ�ʹ�����ܡ����ͼӹ��Ժͣ�����
����鿴��
����𰸣����ͳɱ�
�����������������ͳɱ�
162���ʴ��� ����ע��ģ��ȴϵͳ�����ԭ��
����鿴��
����𰸣���1���㹻����ȴ��������ȴˮ�����������ࡢ��������
����������������1���㹻����ȴ��������ȴˮ�����������ࡢ��������
��2����ȴ���ȣ���ȴˮ������ǻ���������ȣ����� ����ǿ��ȴ����ڴ���ǿ��ȴ�����ͽ�����ˮ���²��3����ȴˮ�ױܿ��۽ӷ�
��4�����ڼӹ�����
��5���ܷ�ɿ���
163������ѡ���� ͨ����ģ������У�ѡ��������϶ࡣ
A������
B����б
C��ƽֱ
����鿴��
����𰸣�C
���������������
164������� �������õ���ɰ����Ҫ��������ɰ�֡�CBNɰ�֡�������
����鿴��
����𰸣�̼����ɰ��
��������������̼����ɰ��
165���ʴ��� ģ��ѹ�����ص���ʲô��
����鿴��
����𰸣�����ֱ�Ӽ�����ǻ�ڣ�ѹ������ѹ��ͨ��ģֱ�Ӵ��ݸ�����
������������������ֱ�Ӽ�����ǻ�ڣ�ѹ������ѹ��ͨ��ģֱ�Ӵ��ݸ����ϣ�ģ�����������ճ���ʱ����ȫ�պ�
166�����ʽ��� �Ƴ�Ԫ���ȸ�λ����
����鿴��
����𰸣�Ϊ�˱�����棬��ʹ����������ѹ���鸴λ�Ļ���
��������������Ϊ�˱�����棬��ʹ����������ѹ���鸴λ�Ļ���
167���ʴ��� �ȹ�������ע����͵Ĺ�������������������ЩҪ��
����鿴��
����𰸣��������£�
 ������������£�
������������£�
 �����ϵ�Ҫ���У������Ժá��ܻ��¶ȷ�Χ�������ȶ��Ժá����ٹ̻���
�����ϵ�Ҫ���У������Ժá��ܻ��¶ȷ�Χ�������ȶ��Ժá����ٹ̻���
168������� ���ڵ����Ϳɷֵ㽽�ڡ��ཽ�ڡ��������ڡ����Ľ��ڡ�DZ��ʽ���ڡ������������ࡣ
����鿴��
����𰸣�ֱ��
��������������ֱ��
169������� �����ܼ��ijߴ磬������������ǻ�ijߴ磬ȷ����ǻ�ģ�ȷ����������Ļ��ӹ����ȴ�����װ���Ҫ��Ҫ�Թؼ��IJ�λ���У����ͣ���У�ˡ�
����鿴��
����𰸣�ǿ�ȣ��ն�
��������������ǿ�ȣ��ն�
170���ʴ��� ���л�����ĵ������ע��ģ����ȱ����ʲô��
����鿴��
����𰸣����û����ṹ��ʽ��ģ�ߣ����ŵ㲻��ʡȥ��б��������
�����������������û����ṹ��ʽ��ģ�ߣ����ŵ㲻��ʡȥ��б����������ȸ��ӽṹ����������죬ʹģ��������С�������ģ�ߵ�����ɱ�������Ҫ������ijЩ������б����Ƚṹ�ij��ϣ�����ʹ�û���ʽ�����ַ�����ȱ���Dz���ʱ��ȫ�Բ����Ч�ʽϵ͡�
171������ѡ���� ģ����ǻ�ں����ʱ����ߴ�ģ����ǻ��������Ҫì�ܡ�
A.�նȲ���
B.ǿ�Ȳ���
C.���Ȳ���
����鿴��
����𰸣�A
���������������
172������� �ڶ���ǻģ���У���ǻ�ͷ������������У����ͷ�ƽ��ʽ���֡�
����鿴��
����𰸣�ƽ��ʽ
��������������ƽ��ʽ
173������ѡ���� ���в��������������õ��ǣ�����
A���Ͳ�Ʒ�ɱ�
B��������������
C����ǿ������
D����������
����鿴��
����𰸣�D
���������������
174���ʴ��� ������ͷ�����ԭ����ʲô��
����鿴��
����𰸣���ǻ��������һһ����������������Ӵ���Ӧ�������Ƕ�ʹ��
����������������ǻ��������һһ����������������Ӵ���Ӧ�������Ƕ�ʹ�����������������Ϲ��ȶ��ֽ⡣
�㹻��ѹ����һһΪ��ʹ�ܼ��ṹ��ʵ������������֧����ɵ����Ͻ�Ϸ죬��ͷӦ����һ����ѹ���ȡ���ȷ�Ľ�����״���ߴ�һһ��ģ����״���ߴ���ܼ�����״���ߴ粢����һ�µģ���Ϊ�����뿪ģ���Ժ�Ҫ�������ͣ��Լ�ǣ����������������Σ���ʹ��ģ�ijߴ���ܼ��ijߴ����һ����ƫ���������Ƶ�ʱ��Ҫ�Կ�ģ����״�ͳߴ���в������Ի����ȷ�Ľ�����״�ͳߴ硣
�ṹ����һһ���ڼӹ��Ͳ�ж
����ѡ�����һһ���ڻ�ͷ�����Ҫ���������ѹ�����ã�����Ҫ���㹻��ǿ�ȣ����ʱ��Ҫ�������������ǿ��У�ˡ����⣬������Ӵ������Ҫ���㹻����ĥ�Ժ���ʴ�ԣ���Ҫʱ����Ҫ�Ƹ���������Ҫ���Ҫ���е��ʴ�����Ӳ�Ȳ��ܵ���HRC45��50��
175���ʴ��� ��������о�Ľṹ��Ƽ��̶�������ЩʲôҪ��
����鿴��
����𰸣�������о������;��Ϊֱ�ӳ����ܼ��ϵ��ݿ̶���ĸǶ��
��������������������о������;��Ϊֱ�ӳ����ܼ��ϵ��ݿ̶���ĸǶ�����֡�����������о�ڽṹ��û��ԭ�����𣬵�ǰһ��������о�����ʱ���뿼�����ϵ������ʣ�����ֲڶ�С��RaΪ0.1μm���ɣ���ʼ�˺�ĩ��Ӧ���ܼ��ṹҪ����ƣ�����һ�ֲ��ؿ������������ʣ�����ֲڶȿ��Դ�Щ��RaΪ0.8μm���ɣ�.
�̶�����ģ�Ͷ�ģ�ϵ�������оͨ����ģ��֮���Ǽ�϶��ϣ���������о����ģ�߶�Ӧ�Ŀ��м��ɡ�
�̶�����ģ�Ͷ�ģ�ϵ�������о�����е����Ļ��ڻ���������Ԫ����������о֧����ģ���ڣ����ͺ����ܼ�һ��γ�����о��ģ��֮������һ��ΪH8/h8��
176���ʴ��� Ϊʲô�е��ܼ�Ҫ����Ƕ��������ܼ���Ƕ��ʱ��Ҫע����Щ���⣿
����鿴��
����𰸣��е��ܼ�Ϊ�����ǿ�Ȼ�Ϊ�������ܼ���ijЩ����Ҫ���絼
���������������е��ܼ�Ϊ�����ǿ�Ȼ�Ϊ�������ܼ���ijЩ����Ҫ���絼�硢���š���ĥ��װ�����ӵȣ�������Ƕ����
����ܼ���Ƕ��ʱӦע�⣺�ٽ���Ƕ��Ӧѡ������������������Ľ���������ʹ������Χ�����ϴ��ںܴ����Ӧ����Ƕ����Χ�����ϲ��ȴ�������ֵ����Ƕ����Ӧ���м�ǣ��Լ���Ӧ�����У���״Ӧ�����������Ҫ��֤Ƕ�������ϼ�����ι̵������Է������ѳ�����Ƕ���Ͼ�����Ҫ�д�ͨ�Ŀף������ƿף����������ϼ�����ڵȡ�
177���ж��� ��̼����PC�����Ƚϴ����ڼ��ȹ����о������Ե��ܵ㣬����������ѡ��ϸߵ���Ͳ�¶Ⱥ�ģ���¶ȣ��Լ�����Ʒ�ڲ��IJ�����Ӧ����
����鿴��
����𰸣���
���������������
178������� ���Ƽ�����Ҫ�������������Ӻͣ�����
����鿴��
����𰸣����ƴ���
�����������������ƴ���
179���ʴ��� ��Ҫ�ش�����������ã�
����鿴��
����𰸣��������á���λ���á����ܲ�������������
���������������������á���λ���á����ܲ�������������
180������� ��ͨ��עϵͳһ���ɣ������������ͣ������IJ�����ɣ�
����鿴��
����𰸣��������������������ڣ�����Ѩ
���������������������������������ڣ�����Ѩ
181������ѡ���� ij��Ʒһ�ؼ����ľ�ߴ�Ϊ10��0.10mm��������Ϊ1����ģ�����ʱ���ó��ͳߴ���ƽϺõ��ǣ�����
A��10.00mm
B��10.05mm
C��10.10mm
D��10.15mm
����鿴��
����𰸣�C
���������������
182������� �ۺ��������ڳ���ѹ������ʱ��ճ������������
����鿴��
����𰸣����
�����������������
183���ж��� ע�����ʱ��Ϊ�˱����ܼ�����ģ����һ������£�ʹ�ܼ����ڶ�ģ�ϡ�
����鿴��
����𰸣���
���������������
184���ʴ��� ��С�����ص����õĴ�ʩ�У�
����鿴��
����𰸣���1��У������
��2����������
����������������1��������
��2����������
185���ʴ��� ˫������ע��ģ���õĵ���װ���뵥������ע��ģ�кβ�ͬ��
����鿴��
����𰸣�˫������ע��ģ�ĵ���װ�ó��˵��������ȵ���װ�õ��
��������������˫������ע��ģ�ĵ���װ�ó��˵��������ȵ���װ�õ�����м�������ϰ��ϵĵ���ס�
186������� Ҫʹ���ѹģ��������ƽ�ȵع���������ʹ������ģ�����������غϣ���ƫ�Ʋ���
����鿴��
����𰸣�ģ��ѹ������
��������������ģ��ѹ������
187������ѡ���� Ӱ�����ʱ�����ʲ�����������Ҫ�У�����
A.����Ʒ��
B.����ѹ��
C.�����¶�
D.ģ���¶�
E.��ѹʱ��
F.ģ�߽��ڳߴ�
����鿴��
����𰸣�A, B, C, D, E, F
���������������
188���ʴ��� ��ȷ����ģ�пڳߴ������ѭ������Щԭ��
����鿴��
����𰸣���1�������ģ��ʱ����ȷ����ģ�пڳߴ磬��ģΪ����
����������������1�������ģ��ʱ����ȷ����ģ�пڳߴ磬��ģΪ������϶ȡ��ģ�ϣ�����ü�϶ͨ����Сģ�пڳߴ���ȡ�á���Ƴ��ģʱ����ȷ��ģ�пڳߴ磬��ģΪ������϶ȡ�ڰ�ģ�ϣ�����ü�϶ͨ������ģ�пڳߴ���ȡ�á�
��2�����ݳ�ģ��ʹ�ù����е�ĥ����ɣ��������ģʱ����ģ�Ļ����ߴ�Ӧȡ�ӽ�����ڹ�����С���ߴ磻��Ƴ��ģʱ��ģ�Ļ����ߴ�Ӧȡ�ӽ�����ڳ������ߴ硣����������ģ��ĥ��һ���̶�ʱ�����ܳ���ϸ�������
��3���������ϻ��dz�ף�����ģ�����ü�϶һ�ɲ�����С�ĺ�����϶ֵ��
��4��ѡ��ģ���пڳߴ�����칫��ʱ��Ҫ���dz��������ģ�߾��ȵĹ�ϵ��
��5��������ģ�пڳߴ������ƫ�ԭ���϶�Ӧ��“����”ԭ���עΪ����ƫ�
189������� �ܲĴӿ�ģ�м������¶ȣ������������ؼ�����ЧӦ�Ľ������������Ρ�
����鿴��
����𰸣��ϸߣ���ģ����
���������������ϸߣ���ģ����
190���ʴ��� ��Щ������ģ�߱��澵�洦���IJ��ʣ������٣�
����鿴��
����𰸣�NAK-8O��ASSAB420��STAVAX136��������������NAK-8O��ASSAB420��STAVAX136
191������� ��ģ����������ģ�߱ز����ٵ���ɲ��֣���Ϊ�պ�ģ��ʱҪ������������λ�þ�ȷ��
����鿴��
����𰸣�ȷ
��������������ȷ
192������ѡ���� ���������ܼ�����ӹ����ࡣ
A����Ʒ�������ҧ���ӹ�
B����Ʒ���������ɰ�ڹ�
C����Ʒ������۶��F����
D����Ʒ������۹���
����鿴��
����𰸣�C
���������������
193������� ̨��ʽ�����밲װ��Ӧ���ã������
����鿴��
����𰸣�H7/k6
��������������H7/k6
194���ʴ��� ����ģ�ߵ�ʧЧ��ʽ���ļ��֣�
����鿴��
����𰸣�1��ĥ��2������3������4���۶�
��������������1��ĥ��2������3������4���۶�
195���ʴ��� ��ֱ�˵��ֱ�ӽ��ڡ��ཽ�ڡ��㽽��Ӧ�ó��ϻ��ص㣬���������ڵ���Ҫ������ʲô��
����鿴��
����𰸣�ֱ�ӽ���ֻ���õ���ǻģ����������С������ע����δ����ͳ���
��������������ֱ�ӽ���ֻ���õ���ǻģ����������С������ע����δ����ͳ���������ǻͲ�λ���β�Ʒ���ཽ���ص��ǽ�עϵͳ���ϵ�������С�����ڽ���С��ȥ���������ȣ��㽽����ҪӦ��������ģ�������Զ�����ȡ�
��������Ҫ�㣺
1����ֹ�������������
2��ʹ��������ͨ��Ħ�����£����ڳ�ģ��
3�������г�����β�ϡ�
4��ƽ����ϣ������ۺ�������Ʒ�е�λ�Z��
196���ж��� ��������Ҫ���ڶ�����ģ֮��ĵ���
����鿴��
����𰸣���
���������������
197������ѡ���� ע��ģ�У�����������Ʒʱ����ճ����������Ч�Ľ���취�У�����
A�����Ӷ��볤��
B���������
C���������ӹ���
D��������ȴʱ��
����鿴��
����𰸣�B
���������������
198������� ���������Ϸ��ӽṹ����״��֧��״������Ϊ���������ȹ��������ڼ��ȳ���֮ǰ����״�������Ⱥ���Ϊ��״�ṹ��
����鿴��
����𰸣����Ծۺ���
�����������������Ծۺ���
199������ѡ���� ���������Ӷ�������ϵ�������ֵ������
A���ض�����Ĵ��ڴ�ֱ�ڶ������
B���ض������С�ڴ�ֱ�ڶ������
C����ƫ�붨����45°�����ϵ����
D���ڸ��������Ͼ��ȷǶ���ʱ�ı�С
����鿴��
����𰸣�A
���������������
200������ѡ���� ע������������ڣ�����
A.ֻ������������
B.ֻ���ȹ�������
C.��Ҫ�������������ϣ�ijЩ�ȹ�������Ҳ����ע�䷽������
D.�������϶�����
����鿴��
����𰸣�C
���������������
����Կ�������
��ɨ�·���ά�����ɴ�����������桶���е���̡����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ���������ɨ�·���ά�����ɴ�����������桶��е���̣�����ģ����ơ���⣬�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص�����������
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
��������ע"91������"���ں�,��30Ԫ,��ȡ����Ա��ҵ���ʦ��������40G

